
در این نوشته قصد داریم به مقدمهای برای آشنایی با پرینتر سه بعدی SLA بپردازیم. شما بعد از خواندن این نوشته با سازوکار پرینتر سه بعدی SLA آشنا خواهید شد و به قوتها و ضعفهای آن پی خواهید برد.
پرینتر سه بعدی SLA چیست؟
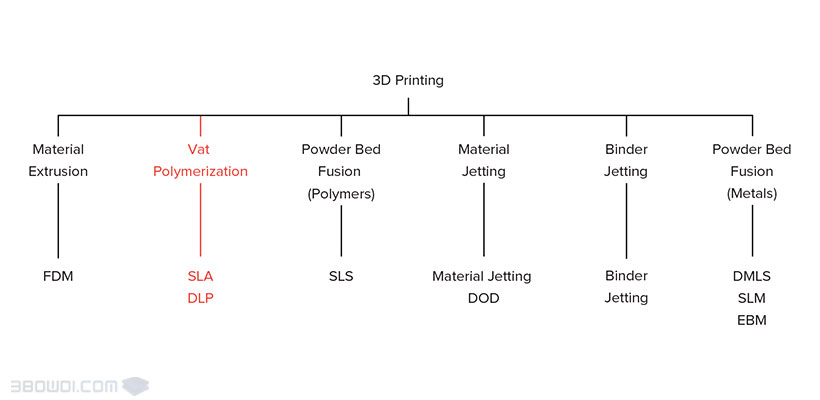
استریولیتوگرافی(SLA) یک روش پرینت سه بعدی است که به خانوادهی “پلیمریزاسیون مخزنی” تعلق دارد. در پرینتر سه بعدی SLA یک قطعه با پخت لایه به لایهی یک رزین با استفاده از لیزر ماوراءبنفش ساخته میشود. مادهی مصرفی در پرینتر سه بعدی SLA فوتورزینهای مایع هستند. این رزینها با برخورد نور به آنها دچار تغییر فرم(انجماد) میشوند.
پرینتر سه بعدی SLA اولین زیرتکنولوژی ثبتشده برای پرینترهای سه بعدی است که در سال 1986 و به نام چارلز هال ثبت شده است. بهطورکلی میتوان گفت که اگر برای قطعهای نیاز بهدقت بالا، صافی سطح خوب و قیمت مناسب است(هرچند از نظر قیمت دستگاه، قیمت پرینتر سه بعدی FDM به مراتب از SLA پایینتر است)، پرینتر سه بعدی SLA یکی از بهترین انتخابها است(البته در مورد پارامتر “قیمت مناسب”، این گزاره مانند بسیاری از گزارههای جهانی دیگر در ایران صدق نمیکند).
همانند دیگر زیرتکنولوژیهای پرینت سه بعدی، برای دستیابی به بالاترین راندمان در پرینتر سه بعدی SLA، طراح باید از ظرفیتها و محدودیتهای اینگونه از پرینترها آگاه و درک درستی از مکانیزم ساخت در آنها داشته باشد.
پرینتر سه بعدی SLA مشابهتهای بسیاری با پرینتر سه بعدی DLP دارد. پرینتر سه بعدی DLP و یا بهطور کامل Direct Light Processing نیز همانند SLA از خانوادهی پرینترهای سه بعدی پلیمریزاسیون مخزنی است. به همین خاطر، با فرض سادهسازی، میتوان این دو گونه از پرینترها را بهیکباره بررسی کرد.
پرینتر سه بعدی SLA چگونه کار میکند؟
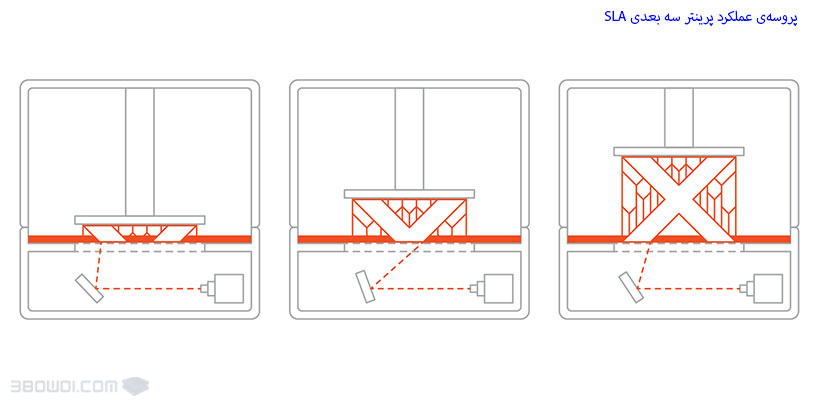
در زیر گامهای سازوکار ساخت را در پرینتر سه بعدی SLA مرور میکنیم:
1. صفحهی ساخت ابتدا در یک مخزنی از فوتوپلیمر قرار دارد، بهطوریکه تنها به ارتفاع یکلایه رزین بر روی صفحهی ساخت قرار بگیرد.
2. سپس لیزر ماوراءبنفش بهطور انتخابی شروع به پخت این لایه از رزین و جامدسازی آن میکند. در اینجا کلمهی “انتخابی” به این معناست که لیزر ماوراءبنفش تنها بر نقاطی میتابد که پیش از آن نرمافزار اسلایسر برای آن تعیین کرده است. نرمافزار اسلایسر هم تنها اجازهی تابش بر روی قسمتهای از لایهی رزین را میدهد که قرار است جزئی از قطعهی نهایی باشند. اشعهی لیزر با کمک مجموعهای از آینهها که galvos نام دارند تنها بر روی مسیرهای از پیش تعیینشده میتابد.
مقطع قطعهی مطلوب بهطور کامل با لیزر ماوراءبنفش اسکن میشود تا بهطور کامل جامدسازی شود.
3. زمانی که کار جامدسازی و ساخت یک مقطع به پایان میرسد، صفحهی ساخت بهاندازهی یکلایه جابهجا میشود تا لایهی جدیدی از رزین برای انجام فرآیند پرینت سه بعدی آماده شود. نقش لایه نشانی مجدد را پرههایی دارند که کمک میکنند رزین بهطور یکنواخت بر روی لایه پیشین قطعه قرار بگیرد. این پروسه تا جایی ادامه مییابد که قطعه بهطور کامل ساخته شود.
4. بعد از اتمام فرآیند ساخت در پرینتر سه بعدی SLA، قطعهی موردنظر برای رسیدن به بهترین خواص مکانیکی و گرمایی نیاز به پرداخت دارد. به این صورت که مجدداً قطعه باید تحت اشعهی ماوراءبنفش قرار بگیرد.
رزین مایع طی فرآیندی که پلیمریزاسیون نام دارد جامدسازی میشود. در طی فرآیند جامدسازی، زنجیرههای کربنی مونومر که رزین مایع را شکل میدهد، در اثر برخورد اشعهی ماوراءبنفش با یکدیگر پیوندهای مستحکمی را تشکیل میدهند که درنهایت منجر به جامدسازی رزین میشود.
فرآیند جامدسازی رزینهای فوتوپلیمر غیرقابلبازگشت است و راهی برای تبدیل قطعهی ساختهشده با پرینتر سه بعدی SLA به رزین مایع وجود ندارد. اگر قطعهی ساختهشده با پرینتر SLA را تحت حرارت قرار دهید، ذوب نمیشود، بلکه میسوزد. این به این دلیل است که مواد اولیهی پرینتر سه بعدی SLA فوتوپلیمرها هستند که برخلاف ترموپلاستیک های مصرفی در پرینتر سه بعدی FDM، پس از جامدسازی مجدداً ذوب نمیشوند.
شاخصههای پرینتر سه بعدی SLA
در پرینترهای سه بعدی SLA اغلب پارامترهای فرآیند پرینت سه بعدی توسط کمپانی سازنده تنظیم میشود و قابلتغییر نیست. تنها پارامترهایی که معمولاً در یک پرینتر سه بعدی SLA توسط اپراتور قابلتغییر است، ضخامت لایهها و زاویهی قرارگیری قطعه بر روی صفحهی کار است. زاویهی قرارگیری قطعه بر روی صفحهی ساخت بر روی وضعیت ساپورتگذاری تأثیر مستقیم میگذارد.
بهطورمعمول بازهی ضخامت لایههای ساخت در پرینتر سه بعدی SLA از 25 تا 100 میکرومتر است. هرچه ارتفاع لایهها کمتر باشد، توانایی ساخت پیچیدگیها بیشتر میشود ولی درعینحال سرعت و هزینهی ساخت افزایشی مییابد و احتمال به وجود آمدن نقض در فرآیند پرینت سه بعدی افزایش مییابد. بهطورمعمول در پرینتر سه بعدی SLA تنظیم رزولوشن ساخت(ارتفاع لایهها) بر روی 100 میکرومتر، در اغلب کاربردها، جوابگوی نیازها است.
یکی دیگر از پارامترهای ساخت که علاوه بر پرینتر SLA، در دیگر زیرتکنولوژی ها پرینت سه بعدی هم برای طراح اهمیت دارد، ابعاد فضای ساخت است. در پرینترهای سه بعدی SLA فضای ساخت به نوع پرینتر وابسته است. بهطورکلی دودستهی عمدهی پرینتر سه بعدی SLA وجود دارد:
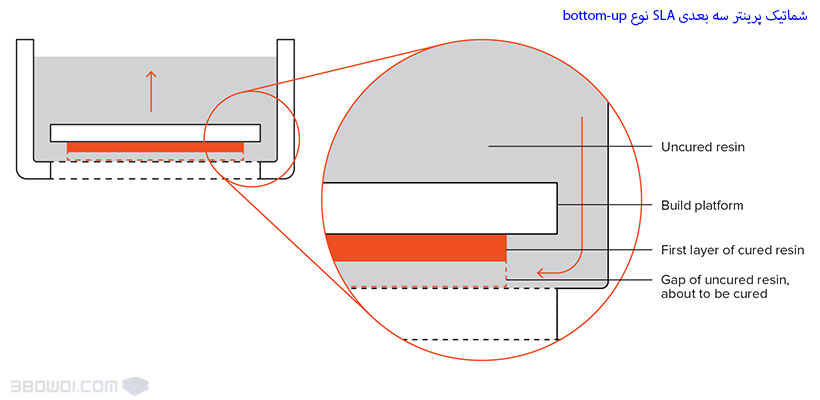
bottom-up SLA printers(صفحهی ساخت رو به جهت منفی محور Z است)
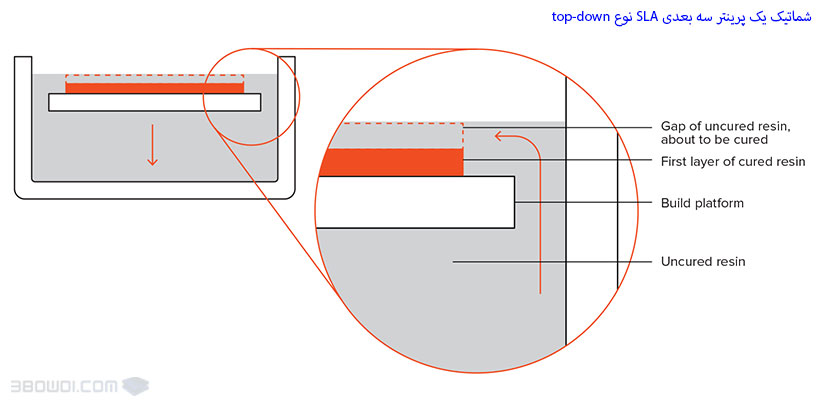
top-down SLA printers(جهت ساخت به سمت مثبت محور Z است، همانند پرینتر سه بعدی FDM)
بهطورکلی دودستهی عمدهی پرینتر سه بعدی SLA وجود دارد: bottom-up SLA printers(صفحهی ساخت رو به جهت منفی محور Z است) و top-down SLA printers(جهت ساخت به سمت مثبت محور Z است، همانند پرینتر سه بعدی FDM).
در پرینترهای سه بعدی top-down، لیزر در بالای منبع رزین قرار دارد و قطعه رو به بالا ساخته میشود. صفحهی ساخت در ابتدا در بالای مخزن رزین قرار دارد و با ساختهشدن هر لایه رو به پایین حرکت میکند.
در پرینتر سه بعدی bottom-up، لیزر در زیر منبع رزین قرار دارد و روی قطعه به سمت پایین است. همچنین منبع رزین دارای یک کف شفاف است که با یکلایهای از سیلیکون پوشانده شده است تا همزمان که به لیزر اجازهی عبور میدهد، از چسبیدن رزین جامد شده به کف مخزن جلوگیری کند. بعد از ساختهشدن هر لایه، صفحهی ساخت بهطرف بالا حرکت میکند و رزین جامد شده از کف مخزن جدا میشود.
معمولاً از مکانیزم bottom-up برای پرینترهای رومیزی استفاده میشود، مانند پرینتر سه بعدی SLA کمپانی Formlabs، این در حالی است که از مکانیزم top-down اغلب برای کاربردهای صنعتی استفاده میشود.
پرینتر سه بعدی SLA نوع botton-up دارای کاربری و فرآیند ساخت سادهتری نسبت به top-down است، ولی دارای محدودیت در ابعاد ساخت است. به این دلیل است که در صورت بزرگ و سنگین بودن قطعه ممکن است نیروی وزن آن موجب جدا شدن از صفحهی ساخت و درنتیجه شکست فرآیند پرینت سه بعدی شود.
از طرف دیگر، پرینتر سه بعدی SLA نوع top-down میتواند قطعات بسیار بزرگتری را بدون از دست دادن دقت پرینت سه بعدی کند. همچنین در سیستم top-down برای رسیدن به تواناییهای بالاتر هزینهی بیشتری نیز باید برای ساخت پرینتر سه بعدی صرف شود.
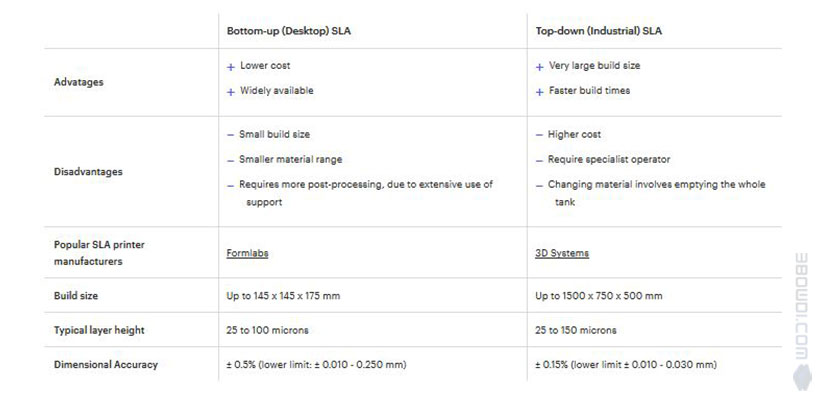
در جدول زیر به بررسی تفاوتها و مزیتهای نسبی دو گونه از پرینتر سه بعدی SLA پرداختهشده است:
ساپورت
همیشه در پرینتر سه بعدی SLA نیاز به استفاده از ساپورت است. در اینگونه از پرینترهای سه بعدی ساپورت با همان جنس قطعهی اصلی ساخته میشود و پس از فرآیند پرینت سه بعدی باید بهطور دستی از قطعه جدا شود. مکان و میزان استفاده از ساپورت را ساختار هندسی و زاویهی قرارگیری قطعه نسبت به صفحهی ساخت تعیین میکند. توصیه میشود که جهت قرارگیری قطعه نسبت به صفحهی ساخت بهگونهای باشد که قسمتهایی از قطعه که باید از کیفیت سطح بهتری برخوردار باشند، با ساپورت در تماس نباشند.
پرینترهای سه بعدی bottom-up و top-down بهصورتهای متفاوتی از ساپورت استفاده میکنند:
در پرینتر SLA نوع top-down، ساپورتگذاری مشابه پرینتر سه بعدی FDM است. در اینگونه از پرینترها برای قسمتهای طاقی-شکل قطعه از ساپورت استفاده میشود(زاویهی بحرانی برای نیاز به ساپورت، 30 درجه است). هرچند که میشود زاویهی قطعه نسبت به صفحهی ساخت را بهطور دلخواه تنظیم کرد، ولی معمولاً توصیه میشود قطعه بهگونهای قرار بگیرد که کمترین میزان ساپورت و لایهگذاری مورد نیاز باشد.
در پرینتر سه بعدی SLA نوع bottom-up، فرآیند پرینت سه بعدی کمی پیچیدهتر است. همچنان قسمتهای طاقی-شکل قطعه نیاز به ساپورت دارند. ولی یکی از قیدهای مهم در فرآیند پرینت سه بعدی bottom-up این است که مقطع هر لایه باید کمترین سطح ممکن را داشته باشد. به این دلیل که نیروی وزن در قطعه به کمترین میزان برسد و شانس جدا شدن آن از صفحهی ساخت کم شود.
در پرینترهای bottom-up باید جهت قرارگیری قطعه نسبت به صفحهی ساخت به گونهای باشد که کمترین میزان ساپورت نیاز باشد تا از افزایشی وزن ساپورت ها و درنتیجه افزایش احتمال جدا شدن قطعه و ساپورت از صفحهی ساخت جلوگیری شود.
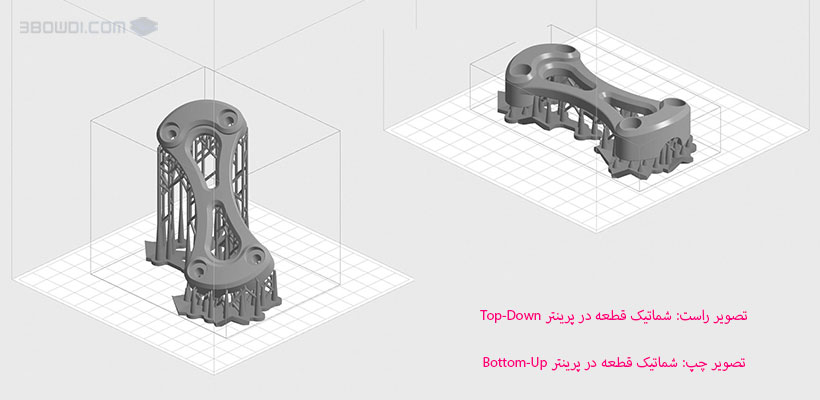
در سمت راست، در یک پرینتر top-down، زاویهی یک قطعه نسبت به صفحهی ساخت بهگونهای برای پرینتر تنظیم شده است که کمترین میزان ساپورت را داشته باشد. در سمت چپ، در یک پرینتر bottom-up، زاویهی یک قطعه نسبت به صفحهی ساخت بهگونهای تنظیم شده است که مقاطع آن کمترین سطح را داشته باشند.
پیچش(Curling)
یکی از بزرگترین مشکلات در پرینتر SLA پیچش قطعه است. پیچش قطعه در پرینتر سه بعدی SLA مشابه پدیدهی تاببرداشتن قطعه در پرینتر سه بعدی FDM است.
در فرآیند پخت/جامدسازی، رزین زمانی که در معرض لیزر ماوراءبنفش قرار میگیرد دچار انقباض میشود. زمانی که میزان انقباض قابلتوجه باشد، تنشهایی درونی بین لایههای جدید و لایههای که از قبل جامدسازی شدهاند به وجود میآید و همین تنشها عامل پیچش در قطعه میشوند.
چسبندگی لایهها
قطعات ساختهشده با استفاده از پرینتر سه بعدی SLA دارای خواص مکانیکی ایزوتروپیک هستند. به این خاطر که گذر لیزر ماوراءبنفش برای یکبار از روی یکلایه باعث نمیشود که رزین آن لایه بهطور کامل پخت شود. درنتیجه زمانی که لیزر قصد دارد لایهی بعد را پخت کند، لایهی جدید و لایه پیشین(جامدشده) دچار یک گداخت و به همپیوستگی میشوند.
در حقیقت:
در ساخت با استفاده از پرینتر سه بعدی SLA فرآیند پخت قطعه حتی پس از پایان فرآیند پرینت سه بعدی هم ادامه پیدا میکند.
برای رسیدن به بهترین خواص مکانیکی، قطعهی ساختهشده با پرینتر سه بعدی SLA باید با قرار گرفتن تحت اشعهی ماوراءبنفش قوی و حتی در دماهای بالا پخت مجدد شود. این فرآیند به افزایش سختی و مقاومت گرمایی قطعه کمک میکند و از طرف دیگر آن را تردتر میسازد.
بهعنوان نمونه، در آزمایشی که بر روی یک قطعهی ساختهشده با پرینتر سه بعدی رزینی SLA رومیزی و با رزین شفاف استانداردانجام شد، قطعاتی که پخت مجدد شدند دارای دو برابر مقاومت کششی بیشتر(65 مگاپاسکال در برابر 38 مگاپاسکال) بودند و توانایی تحمل بار را در دماهای بالاتری(58 درجه سانتیگراد در برابر 2 سانتیگراد) داشتند. از طرفی قطعات پخت مجدد شده در هنگام کشش دارای کشآمدگی کمتری نسبت به قطعات پخت مجدد نشده بودند(6.2 درصد در برابر 12 درصد).
برای پخت مجدد قطعات ساختهشده در پرینتر سه بعدی SLA لزوماً نیاز به تجهیزات مخصوص نیست. میتوان با قرار دادن قطعه در معرض نور آفتاب هم همین کار را کرد.
ناگفته نماند که قرار گرفتن قطعات تحت اشعهی ماوراءبنفش و برای مدت طولانی هم میتواند بر خواص فیزیکی قطعه تأثیر منفی بگذارد. در این حالت ممکن است قطعه دچار پیچش، تردی بیشازحد و حتی تغییر رنگ شود. به همین خاطر پیشنهاد میشود که در این حالت بر روی قطعه رنگ اکرلیک شفاف UV اسپری شود.
مواد متداول مورداستفاده در پرینتر سه بعدی SLA
مواد مورداستفاده در پرینتر سه بعدی SLA به فرم رزین مایع هستند. قیمت هر لیتر از رزینها بسته به نوع آن میتواند بسیار متفاوت باشد. از 50 دلار برای هر لیتر از رزینهای استاندارد تا 400 دلار برای هر لیتر از رزینهای خاص(مانند رزین ریختهگری و دندانپزشکی)! پرینترهای SLA صنعتی بازهی بزرگتری از مواد را نسبت به پرینترهای SLA رومیزی پوشش میدهند و به همین دلیل ابزاری قویتری را در دست طراح قرار میدهند تا بتواند کنترل بیشتری بر خواص قطعهی پرینت سه بعدی شدهی نهایی داشته باشد.
به طور کلی مواد مورداستفاده در پرینتر سه بعدی رزینی(فوتوپلیمر) نسبت به مواد مورد استفاده در پرینتر سه بعدی FDM و SLS(ترموپلاستیک) تردتر هستند، به همین دلیل برای ساخت قطعاتی که قرار است تحت بارهای مکانیکی قرار بگیرند ارجحیت ندارد.
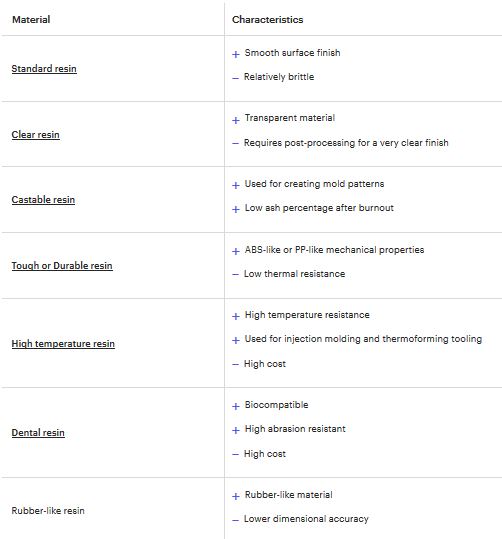
جدول زیر به مزایا و معایب برخی از متداولترین رزینهای مورداستفاده در پرینتر سه بعدی SLA پرداخته است:

پرداخت نهایی
قطعات ساختهشده با پرینتر سه بعدی SLA میتوانند با استفاده از روشهای مختلف به سطح بالایی از پرداخت سطح برسند. این روشها شامل سندینگ و پولیشکاری، پوشش اسپری و پرداخت با روغنهای معدنی میشود.
نقاط ضعف و قدرت پرینتر سه بعدی SLA
کلیدیترین تواناییها و محدودیتهای پرینتر سه بعدی رزینی SLA در زیر بهطور خلاصه آمده است:
+ توانایی ساخت قطعات با دقت ابعادی بالا و جزئیات پیچیده
+ توانایی ساخت قطعاتی با سطح بسیار صاف که آن را برای ساخت مدلهایی که کیفیت بصری در آنها مهم است ایدهآل میکند.
+ وجود رزینهایی برای کاربردهای خاص همانند رزینهای شفاف، انعطافپذیر و مخصوص ریختهگری
— قطعات تولیدشده با پرینتر سه بعدی SLA اغلب شکنندهاند و برای ساخت قطعات تحت بار مکانیکی نامناسب هستند.
— خواص مکانیکی و ظاهری قطعات ساختهشده با پرینتر سه بعدی SLA اگر تحت تأثیر نور خورشید باشند ضعیف میشود.
— در قطعات ساختهشده با SLA همیشه نیاز به استفاده از ساپورت است و به همین دلیل نیاز به عملیات پرداخت برای جدا کردن ساپورتها و از بین بردن اثر آنها بر روی سطح تماس قطعه وجود دارد.
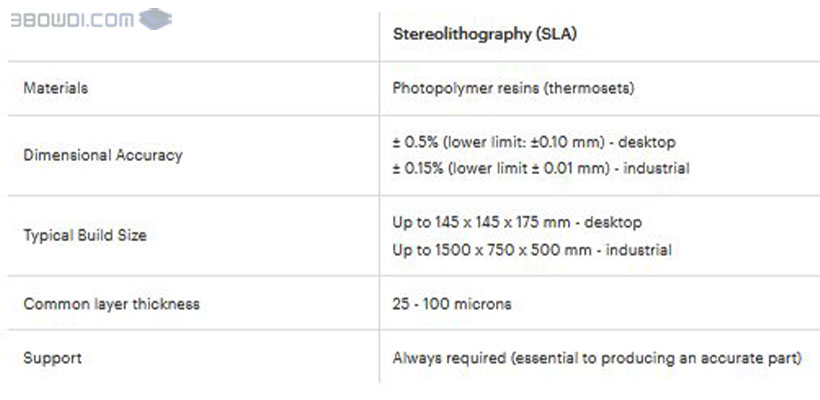
در جدول زیر ویژگیهای کلی پرینتر سه بعدی رزینی SLA بهطور خلاصه آمده است:
آیا نیاز به خرید پرینتر سه بعدی SLA دارم؟
مکانیزم کلی پرینتر سه بعدی SLA به این صورت است که لیزر را به صورت انتخابی بر روی سطح رزین فوتوپلیمر میتابانند. با تاباندن نور لیزر، رزین لایه به لایه جامد میشود تا در نهایت به شکل مطلوب ساخته شود.
هرچند این روزها میتوان پرینترهای سه بعدی SLA ارزانقیمت را هم در بازار یافت، ولی به طور کلی میانگین قیمت این دستگاهها بین ۵ تا ۸ برابر پرینترهای سه بعدی FDM است. از طرفی با خرید پرینتر سه بعدی SLA میتوان انتظار دریافت رزولوشن بالاتر را هم داشت.
به طور کلی میتوان گفت پرینتر سه بعدی SLA برای کاربردهای همچون جواهرسازی، دندانسازی، نمونههای مورد استفاده در ریختهگری دقیق و کاربردهایی از این دست مناسبتر است. از طرف دیگر قیمت بالای دستگاه و همچنین مواد اولیهی آن، نسبت به پرینتر سه بعدی FDM، پرینتر سه بعدی FDM را انتخابی مناسبتر برای بسیاری از کاربردها میکند.